

Blow-Fill-Seal ampoules: labeled precisely, packaged efficiently
When requirements are so unusual that no standard machine can meet them, it’s time for Uhlmann to take the stage. Under the leadership of Project Manager, Janina Triska, a technical team developed a highly complex packaging line for blow-fill-seal ampoules. Five individual machines from three manufacturers needed to be integrated into a single line so know-how and creativity were definitely going to be required!

Two of the challenges in packaging the ampoules: precise labeling on both sides (above) and unstable stacks of tubular bags in cartons (below).
“It was clear from the very beginning that this line would not be a standard issue,” recalls Janina Triska. The 33-year-old industrial engineer works as a project manager responsible for highly individualized pharmaceutical packaging lines at Uhlmann.
The offer phase
Together with her colleague, Sales Manager Christian Rotter, she decided to get involved in the project during the quotation phase. Looking back, she is glad she took this step, “to start with, the customer immediately got a positive impression of how we work. And secondly, we were able to get to know each other personally.”
The line
It proved to be both the first and last face-to-face meeting, as the first lock-down began shortly afterwards and the team carried on working remotely. Close coordination was necessary, as the line was a tough task, with the order being to label and pack Blow-Fill-Seal ampoules on both sides:
1. From the continuously producing Blow-Fill-Seal system, the ampoules flowed into a large storage tank, after which they were tested for leaks.
2. The ampoules were then to be transported as strips of five to the labeler via a conveyor belt, where they would be labeled on both sides. Two printers had to be integrated, one of which would print the labels with the expiry date inline.
3. The next step was to connect a flow-wrapping machine. The expiry date was also to be applied to the pouches using a laser marking system.
4. On an intermediate belt, the bags are transported to the Uhlmann C 2155 cartoner and packed into cartons in five different pack sizes.
5. At the end, a scale and a case packer were provided for packing in shipping cartons.
The task: Blow-Fill-Seal-Labeling and packaging ampoules on both sides
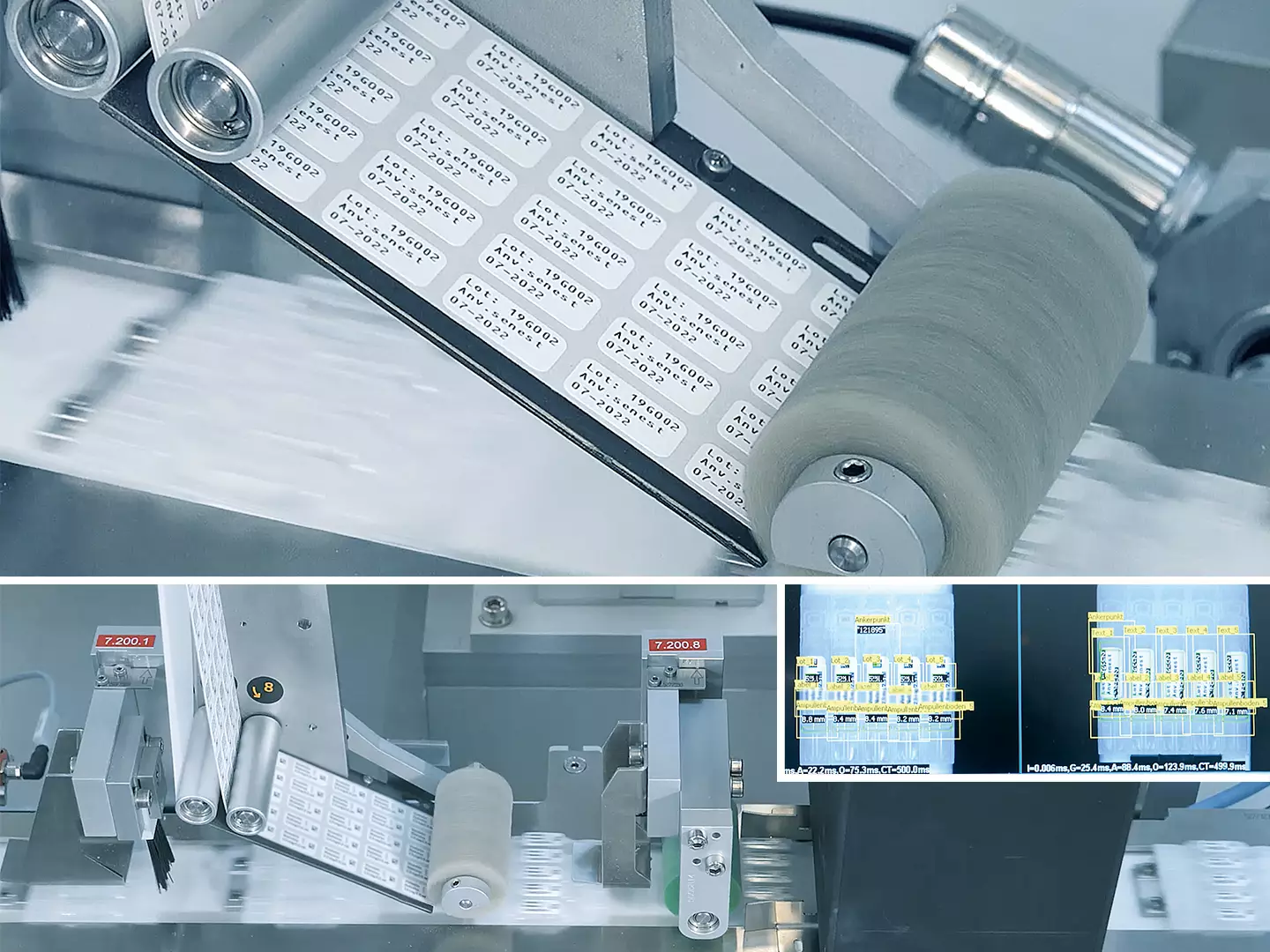
Above: Precise, doublesided labeling of ampoules with variable data at a capacity of up to 140 ampoules per minute. Below: Camera systems check inline whether ampoules and labels are free of defects and control the transfer to subsequent processes.
The challenges and how the team solved them
1. Integration into a single line
To ensure that everything worked together perfectly, the customer not only assigned the project management to Uhlmann, but also the interface connection. The interface to the upstream and downstream machine was clarified in detail for each machine.
2. Precise labeling on both sides
The second challenge awaiting the team involved the labeling process. The Blow-Fill-Seal ampoules were to be labeled on both sides, with the customer placing particular emphasis on the exact positioning of the labels. However, the strip of five plastic ampoules was flexible, which made turning and labeling difficult.
Here, the team made use of its experience from previous projects, the 3D model, and tests on the machine to develop the optimum solution. The labels are applied on one side and checked by a camera system and ejected if necessary. Using a specially developed guide, the ampoules are rotated by 180 degrees, aligned and labeled on the second side. Another camera ensures that only flawless products reach the downstream process. At the end, a robot transfers the ampoules to the conveyor belt of the flow-wrapping machine.
The task: getting five individual machines from three manufacturers into one line
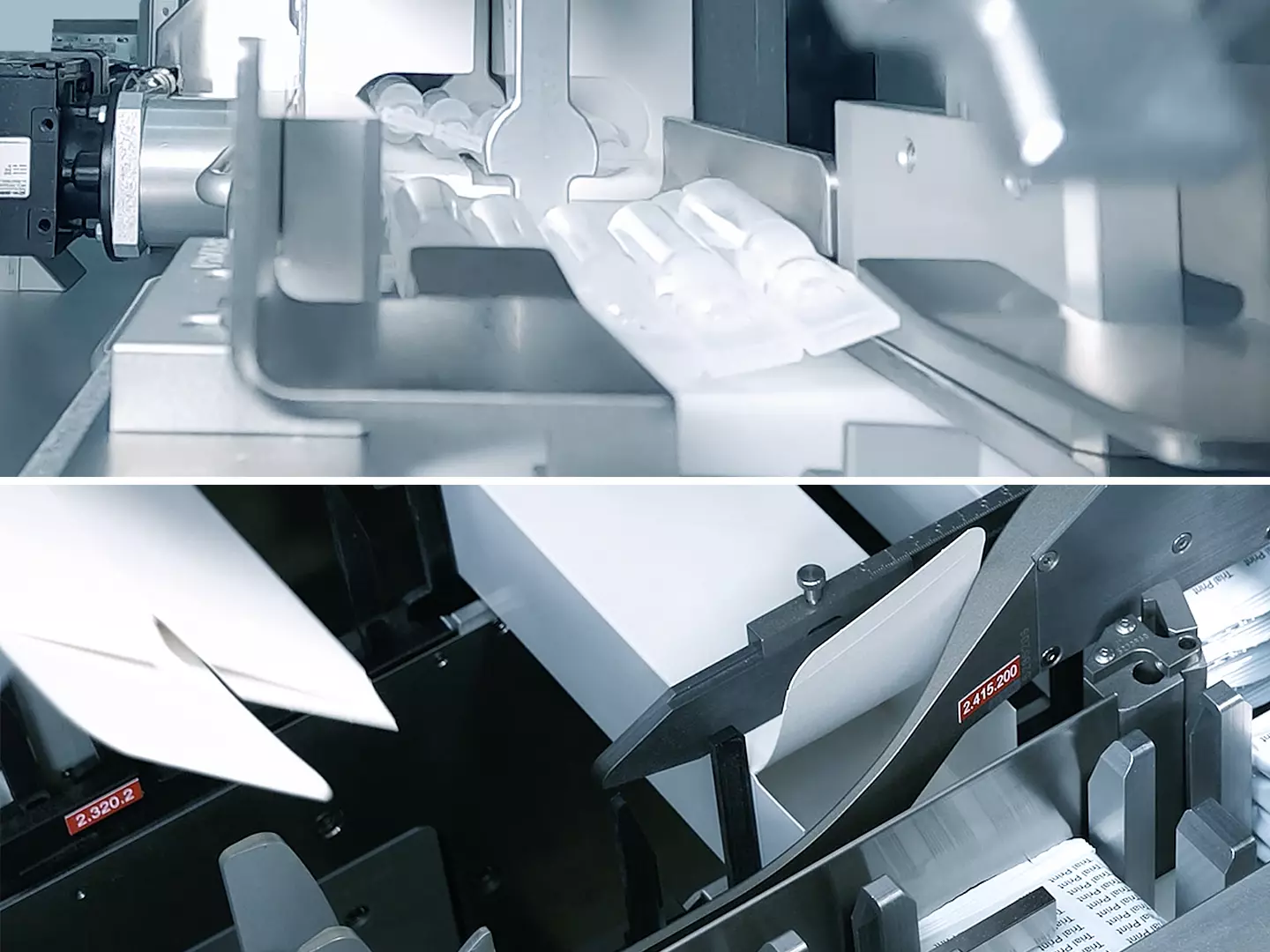
Above: One of the many challenges faced by the Uhlmann team: the labeling of Blow-Fill-Seal ampoules required the development of a reliable turning unit. Below: For the cartoning of the unstable stacks in two steps, the technical team developed a counterholder that enables secure insertion.
3. Safe integration of a laser
A laser had to be integrated into the flow-wrapping machine to mark the pouch with the packaging date. This was as much an organational challenge as technical one. The project team involved the laser specialists at Uhlmann and developed measures to achieve maximum safety both for the assembly and the tests as well as for subsequent use.
4. Cartoning of two unstable stacks
A stack of pouches quickly starts to slip – something the Uhlmann team had to take account of when configuring the cartoner. The customer planned a total of five pack sizes – from two packs per folding carton to two stacks of six packs. “We started with a detailed risk analysis and designed various solutions, which we then simulated digitally. We have been working with digital twin technology since 2015. We develop the complete line on the PC and test it in the form of a computer simulation. Using the “hardware in the loop” method, we combine the mechanics of the machine with the control tech-nology. This allows us to ensure that everything works as it should do before the first floor slab is even installed in the assembly hall,” explains Janina Triska.
In this way, the team was able to develop a counterholder that keeps the stacks stable both before and during insertion into the carton. And this was necessary, because with the larger units, a stack was formed and parked first. Once the second stack was ready, both were inserted into the folding carton one after the other. A synchronized cartoner was required for this process, and one with a special feature: the packaged goods chain had to run twice as fast as the folding carton chain. Thanks to the excellent cooperation between design, technology and programming, the team was able to guarantee a stable, reliable process.
Stable process through simulation and tests

The result
With daily online meetings, close coordination loops and excellent collaboration between colleagues, customers and suppliers, the line was completed and a remote Factory Acceptance Test was carried out. The line has now been delivered and the first test production ran smoothly. “Everything worked perfectly. The customer was very satisfied with the line, the project management and the positive collaboration – as were we as a project team. Everyone was proud to have achieved excellent results,” says Janina Triska.
When asked about the key success factor, she doesn‘t need to think twice. “The team! We deliberately worked with a small, interdisciplinary group of specialists – just one fitter, one designer and one programmer per machine. That worked brilliantly so a big thank is due to my colleagues!”
BLOW-FILL-SEAL-AMPOULES – Experience the packaging line live on YouTube

"We have been working with digital twin technology since 2015. In doing so, we develop the complete line on the PC and test it in the form of a computer simulation. This allows us to ensure that everything works as it should do before the first floor slab is even installed in the assembly hall."
Janina Triska, Project Manager
Issue 14/2024: Blow-Fill-Seal ampoules: labeled precisely, packaged efficiently
![[Translate to Español:]](/fileadmin/Redakteure_Mainpage/01_Products/02_Cartoners/02_C_2155/01_C2155_P1_pfeil_blau_ret_neu.jpg "[Translate to Español:]")
![[Translate to Español:]](/fileadmin/Redakteure_Mainpage/01_Products/08_Track_Trace/Neu/UHL-21-017_Aufbereitung_GS___S_500_1920x770.jpg "[Translate to Español:]")